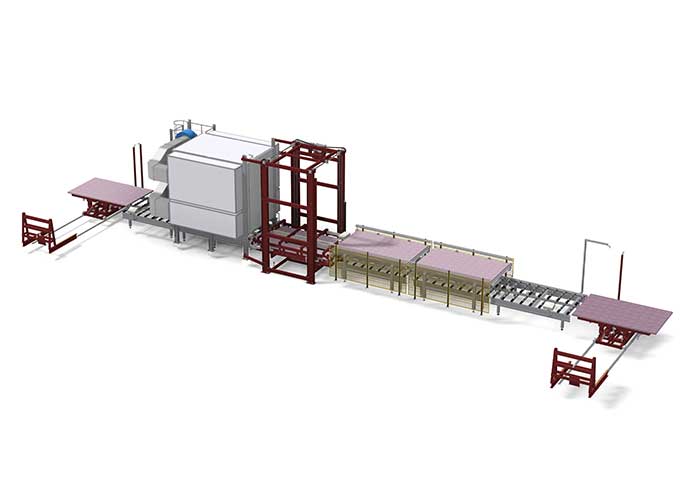
EPOXY RESIN DRYING & CATALYSIS ELECTROMAGNETIC WAVE OVENS
Resin lines, and in general production plants of slabs, need:
-
An appropriate design
Optimize the flow of slabs
Use the proper materials
In COMES we know what we are talking about…every resin line is customized according to the type of material processed, the production required, the type of resin needed and the area available in the plant
We use the Xilex ovens ARES 3500 and KRONOS 3500 that allow us to design resin lines and marble and granite production plants with 4 in 1 versatility:
-
Improving the quality of the finish of the materials
prolonging the brightness
reducing processing times and costs
increasing production
With the support of Xilex, the provider of advanced radiation systems!
ARES 3500 DRY TECHNOLOGY
The use of the ARES 3500 technology allows to dry water 100% and to help later filter properly the resin without the use of vacuum, filling all cracks and holes to make the best adhesion
KRONOS 3500 HARDENING TECHNOLOGY
The use of the KRONOS 3500 technology produces a “molecular vibration” that accelerates the activation of the resin hardening. This technology, working together with an accumulator studied for this purpose, allows, with the lower cost of energy, to achieve greater filtration, penetration, and affects (light, medium, dark tones, etc.) in marble and granite. It allows to eliminate waiting times of slabs of 24-48-72 hours as it is processed, it can be polished immediately
COST
-
Lower energy consumption (machine doesn’t consume when it doesn’t produce
Lower resin consumption (molecular vibration allows optimal filtration of the resin)
Less processing space (NO intermediate warehouses)
Low maintenance
Low cost / m2
FEATURES
-
Better filtering of the resin. (does not need vacuum)
Higher resistance and brightness duration
Less breaks
Less amount of resin adapting to the desired effects (Light, dark tones, etc.)
Less curing time
Less overall processing time (allows to work IN LINE with the polisher) IN LINE PLANT CONCEPT
Less handling time
Possibility of diversity of finishes
Reduced dimension > less space occupation
Immediate operations (without preheating)
No intermediate warehouses > IN LINE process (at the end of the line the resin is fully catalysed, which allows working IN LINE with the polisher and avoid unnecessary material transport and storage)
DON’T use MW > is not dangerous for operators
Guaranteed production although the weather condition vary
Radiation + chemical: allows the best finishes after polishing
System allows the evolution to water-based resin, more ecological than current ones
Speed can be adjusted to the required production
No major foundation work are required
Download Pdf
![]()


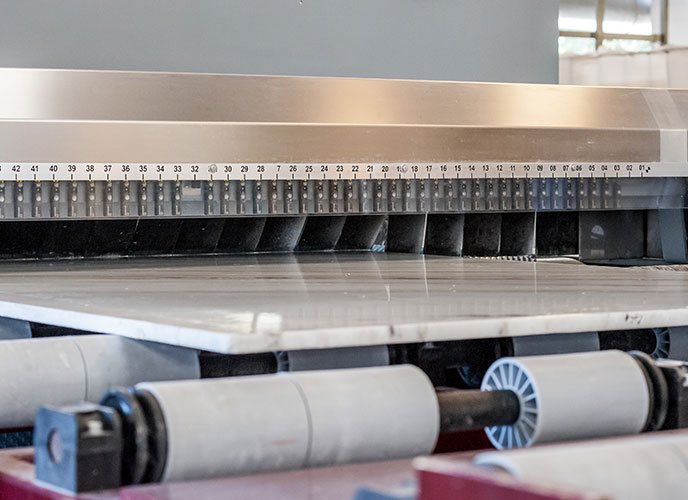
ЛИНИИ РЕЗКИ
СРЕДСТВА ПЕРЕМЕЩЕНИЯ ПЛИТ
Важным компонентом систем рекуперации являются транспортные системы, с помощью которых осуществляется перемещение материала из одной стадии обработки к другой быстро и безопасно. В некоторых установках CO.ME.S., предназначенных для обработки особо хрупких плит, материал помещают на лотки, на которых плиты перемещаются с крайней осторожностью по всему маршруту обработки до момента разгрузки.








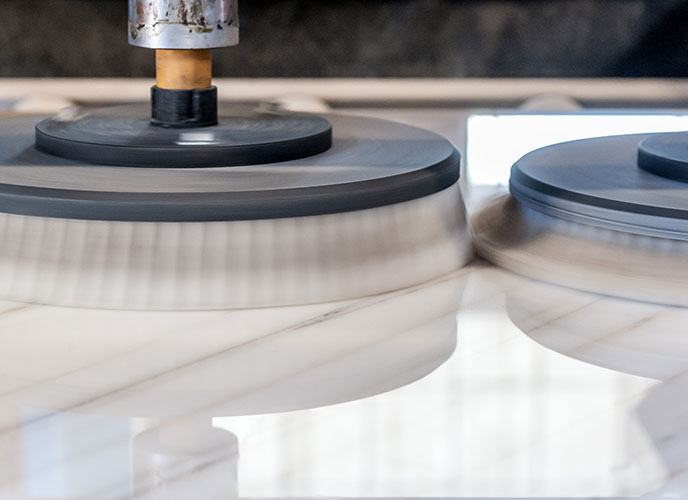
ЛИНИИ СМОЛЯНОЙ ПРОПИТКИ
Целью таких систем является пропитка синтетическими смолами каменных плит (в основном, мрамора и гранита) для улучшения их механической прочности и/или эстетического вида в полностью автоматическом режиме.
Процесс обработки такой плиты можно суммировать в следующие этапы: загрузка плиты, подготовка плиты, нанесение на плиту слоя жидкой смолы, установка на хранение, во время которого происходит затвердевание смолы, и, наконец, выгрузка плиты.
Полировальная головка HTS
Шлифовально-полировальные головки с универсальным переходником для всех типов и моделей полировальных станков с несколькими или одной головкой.
Приобретаются не только конечным пользователем, но и многими производителями станков по всему миру.
Основные преимущества этих головок:
1) Внутренняя конструкция включает гораздо меньшее количество деталей по сравнению со старой моделью. Благодаря системе (международный патент “Storm” CO.ME.S) передачи движения качающегося кронштейна через шестерню с зубьями, расположенными под разным углом (а не кулачковой передачей), гарантируют отсутствие так называемого «вихляния», которое может гут нарушить равномерность и непрерывность качания кронштейнов в обоих направлениях (что как раз происходит с кулачковой системой); такая точность, в свою очередь, гарантирует равномерное потребление расходных материалов (алмазов и абразивов), тем самым экономя на потреблении, и отличную шлифовку.
2) Легкое и дешевое техобслуживание.
Меньшее количество частей, простота конструкции и тот факт, что половина, если не больше половины из них являются коммерческими и продаются в розничных и специализированных магазинах по всему миру, гарантируют потребителю экономию времени и средств. (рядом с деталировочным чертежом руководства, без кода указаны коммерческие детали)
3) Гибкость и способность к адаптации головки даже к грубой поверхности, получаемой после резки (напр., гранит) или после обжига (в случае с керамикой) или специально гофрированной (в случае керамики с рельефами, специально предусмотренными матрицами).
Это оказалось возможным благодаря 12 “пружинам” из высокопрочной стали (см. деталировочный чертеж, дет.69), которые придают головке гибкость, но в то же время, эффективность и мощность при обработке поверхности.
4) Смазка всех механических частей одним и тем же типом смазочного средства. Таким образом, используется либо густая смазка 00, либо смазка согласно прилагаемому списку и которая указана в табличке на самой головке.

Полировальная головка STORM 5
Шлифовально-полировальные головки с универсальным креплением для всех типов и моделей полировальных станков с несколькими или одной головкой.
Приобретаются не только конечным пользователям, но и многими производителями станков по всему миру.
Основные преимущества этих головок:
1) Внутренняя конструкция состоит из гораздо меньшего количества деталей по сравнению со старой моделью. Благодаря системе (международный патент “Storm” CO.ME.S) передачи движения качающегося кронштейна через шестерню с зубьями, расположенными под разным углом (а не кулачковой передачей), гарантируют отсутствие так называемого «вихляния», которое может нарушить равномерность и непрерывность качания кронштейнов в обоих направлениях (что как раз происходит с кулачковой системой); такая точность, в свою очередь, гарантирует равномерное потребление расходных материалов (алмазов и абразивов), тем самым экономя на потреблении, и отличную шлифовку.
2) Легкое и дешевое техобслуживание.
Меньшее количество частей, простота конструкции и тот факт, что половина, если больше половины, из них являются коммерческими и продаются в розничных и специализированных магазинах по всему миру, гарантируют потребителю экономию времени и средств. (рядом с деталировочным чертежом руководства, без кода указаны коммерческие детали)
3) Гибкость и способность к адаптации головки даже к грубой поверхности, получаемой после резки (напр., гранит) или после обжига (в случае с керамикой) или специально гофрированной (в случае керамики с рельефами, специально предусмотренными матрицами).
Это оказалось возможным благодаря 12 “пружинам” из высокопрочной стали (см. деталировочный чертеж, дет.69), которые придают головке гибкость, но в то же время, эффективность и мощность при обработке поверхности.
4) Смазка всех механических частей одним и тем же типом смазочного средства. Таким образом, используется либо густая смазка 00, либо смазка согласно прилагаемому списку и которая указана в табличке на самой головке.

Полировальная головка STORM 3
Шлифовально-полировальные головки с универсальным креплением для всех типов и моделей полировальных станков с несколькими или одной головкой.
Приобретаются не только конечным пользователям, но и многими производителями станков по всему миру.
Основные преимущества этих головок:
1) Внутренняя конструкция состоит из гораздо меньшего количества деталей по сравнению со старой моделью. Благодаря системе (международный патент “Storm” CO.ME.S) передачи движения качающегося кронштейна через шестерню с зубьями, расположенными под разным углом (а не кулачковой передачей), гарантируют отсутствие так называемого «вихляния», которое может нарушить равномерность и непрерывность качания кронштейнов в обоих направлениях (что как раз происходит с кулачковой системой); такая точность, в свою очередь, гарантирует равномерное потребление расходных материалов (алмазов и абразивов), тем самым экономя на потреблении, и отличную шлифовку.
2) Легкое и дешевое техобслуживание.
Меньшее количество частей, простота конструкции и тот факт, что половина, если больше половины, из них являются коммерческими и продаются в розничных и специализированных магазинах по всему миру, гарантируют потребителю экономию времени и средств. (рядом с деталировочным чертежом руководства, без кода указаны коммерческие детали)
3) Гибкость и способность к адаптации головки даже к грубой поверхности, получаемой после резки (напр., гранит) или после обжига (в случае с керамикой) или специально гофрированной (в случае керамики с рельефами, специально предусмотренными матрицами).
Это оказалось возможным благодаря 12 “пружинам” из высокопрочной стали (см. деталировочный чертеж, дет.69), которые придают головке гибкость, но в то же время, эффективность и мощность при обработке поверхности.
4) Смазка всех механических частей одним и тем же типом смазочного средства. Таким образом, используется либо густая смазка 00, либо смазка согласно прилагаемому списку и которая указана в табличке на самой головке.
Download Pdf
![]()

Калибровочная головка DAMP
это специальная сателлитная головка, состоящая из 5 или 6 абразивов, также предназначенная для полировки/притирки плиток разных размеров. Она состоит из вращающегося кожуха из сфероидального чугуна с 5 или 6 шлифовальными кругами, которые закреплены на специальных опорах в антикоррозионном исполнении. Внутренние шестерни, подшипники и все другие органы – полностью в масляной ванне – изготовлены износостойкого материала, чтобы выдерживать высокие температуры. Рабочее усилие исходит от привода. Фиксированный фланец должен выдерживать только реактивный вращающий момент без жесткой блокировки на корпус станка. Основной характеристикой этих головок является специальная система внутренних амортизаторов, которая гарантирует равномерную шлифовку плитки даже при наличии очевидной кривизны поверхности. Кроме того, валы могут быть наклонены к оси вращения головки для большего съема и отделки шлифовальным кругом в процессе обработки. Рекомендуется монтировать головку на шлифовальные машины, оснащенные системой противодавления.
Спецификации головки DAMP
Кол-во сателлитных шестерен 5/6
Максимальная мощность 15 кВт
Мин.скорость вращения головки об / мин. 400
Макс.скорость вращения головки об / мин. 600
Макс. диаметр шлифовального круга 150 мм
Количество смазки 9.3/9.2 л
Вес с маслом 100/102 кг
Макс. диаметр шлифовки 460 мм

Калибровочная головка MIX
Головка MIX – это революция в механике шлифовальных головок, благодаря 3 сателлитным кругам и 3 шлифовальным секторам Fickert, работающим
одновременно.
Этот механизм был разработан для решения 2 типов проблем при обработке гранита:
1. Видимые следы, остающиеся на поверхности от сателлитных головок на первых позициях полировальных станков
2. Необходимость использовать несколько позиций отделочных головок с алмазным сектором Fickert, игнорируя отделку
Головка MIX с 3 сателлитными кругами и 3 шлифовальными секторами Fickert:
а) снимает значительный слой материала даже при нулевом давлении, действуя как настоящая отделочная головка
б) 3 шлифовальных сектора Fickert, несмотря на одновременную с сателлитными кругами отделку, выступают для них в качестве упоров, гарантируя удаление следов, оставленных агрессивным действием сателлитного инструмента, а также способствуют лучшему выравниванию.
в) Таким образом, благодаря плоскостности поверхности и отсутствию привычных видимых следов, можно оптимизировать расход алмазов на следующих этапах, добиваясь меньшего чем обычно расхода головок Fickert и раньше начиная обработку материала расходными абразивами. Что, конечно, увеличивает ценность материала.

Калибровочная головка TS3
Головка TS3 предназначена для доводки поверхности гранита и керамики после отделки с помощью отделочных головок или валков.
При желании она также может стать отличной калибровочной головкой с крупнозернистыми алмазными насадками.
Но по своему замыслу и исполнению она предназначена именно для совершенствования поверхности после отделки агрессивными инструментами.
Общеизвестно, что первичная обработка агрессивным инструментом шлифовального станка для удаления материала, алмазными роликами или радиальной головкой (особенно перед полировкой гранита или керамики) оставляет более или менее очевидные следы и не всегда поверхность остается гладкой и ровной.
По этой причине, головка TS3 изготовлена таким образом, чтобы завершить и улучшить работу отделочных головок:
3 сателлитных круга имеют диаметр 200 мм со значительным уклоном, что позволяет работать не только в одной точке сателлитного круга (как происходит со стандартными отделочными сателлитными головками с 5 или 6 сателлитными кругами диаметром 150 мм), но и по всему радиусу инструмента, который, благодаря наклону, касается поверхности обрабатываемого материала гораздо большей частью инструмента (весь радиус), выполняя срез (большой наклон).
По понятным причинам, следы и неровности подвергаются дополнительной обработке и выравниваются, это позволяет не только получить идеальную плоскостность, но и оптимизировать использование алмаза на последующих головках, помогая съэкономить несколько позиций и начать еще раньше использовать абразивы для отделки / полировки. Это означает больше абразивов для конечной отделки.
Таким образом, в сущности, головка TS3 способствует улучшению не только отделки, но и полировки материала.


Калибровочная головка 3+3
3 +3 – это радиальная головка, состоящая из 6 валов-держателей инструмента, на которые монтируются абразивы, бакелиты или алмазы для полировки камня и керамогранита.
Состоит из двух полукожухов из сфероидального чугуна. Зубчатые передачи и внутренние кинематические механизмы из специального термообработанного материала.
Рабочее усилие исходит от фланцевого привода. Фиксированный фланец должен выдерживать только реактивный вращающий момент без жесткой блокировки на корпуса станка.
Главной особенностью этой головки является надежность всех компонентов, предназначенных для выдерживания крайне тяжелых и экстремальных условий работы.
Головка 3 +3 позволяет обрабатывать более обширную поверхность по сравнению с другими головками, с возможностью изменения рабочих точек тремя внешними инструментами.

УГЛОВЫЕ ПЕРЕДАЧИ RAV 99
КОРОБКИ ПЕРЕДАЧ И ВАРИАТОРЫ
Коробки передач и вариаторы скорости составляют
вместе со шлифовальными головками ассортимент продукции компании CO.ME.S.
Они выпускаются различных типов и размеров и находят применение на любом типе станков, особенно, при специальном использовании в установках по обработке мрамора и гранита.
УГЛОВЫЕ ПЕРЕДАЧИ
Угловые передачи используются в камнеобработке на мостовых фрезах и камнекольных станках.
Они производятся в размерах (RAV 54-72-99-120) с одним или более входными осями (RAV / 1-2) и особенно подходят для тяжелых нагрузок на выходную ось.
Корпус с коническими зубчатыми шестернями изготовлен из высокопрочного сфероидального чугуна и имеет базу с щелевыми отверстиями для простоты монтажа.
Коническая передача с косыми зубьями Глисон изготовлена из высококачественной закаленной стали и скользит по коническим ролико-подшипникам.

УГЛОВЫЕ ПЕРЕДАЧИ RAV 120
КОРОБКИ ПЕРЕДАЧ И ВАРИАТОРЫ
Коробки передач и вариаторы скорости составляют
вместе со шлифовальными головками ассортимент продукции компании CO.ME.S.
Они выпускаются различных типов и размеров и находят применение на любом типе станков, особенно, при специальном использовании в установках по обработке мрамора и гранита.
УГЛОВЫЕ ПЕРЕДАЧИ
Угловые передачи используются в камнеобработке на мостовых фрезах и камнекольных станках.
Они производятся в размерах (RAV 54-72-99-120) с одним или более входными осями
(RAV / 1-2) и особенно подходят для тяжелых нагрузок на выходную ось.
Корпус с коническими зубчатыми шестернями изготовлен из высокопрочного сфероидального чугуна и имеет базу с щелевыми отверстиями для простоты монтажа.
Коническая передача с косыми зубьями Глисон изготовлена из высококачественной закаленной стали и скользит по коническим ролико-подшипникам.
ПОЛИРОВАЛЬНЫЕ МАШИНЫ CO.ME.S.
Полировальная машина “STORM“ производства CO.ME.S. является результатом опыта, накопленного за последние 40 лет компанией CO.ME.S. в области проектирования головок для полировки мрамора, гранита и керамики.
Дизайн, эргономика, эксплуатационные характеристики и безопасность достигают самых высоких уровней, предлагая каждому клиенту знаменитое качество продукции CO.ME.S.
Каждая деталь машины разработана и собрана с особой тщательностью. Полировальная машина “LC” потребовала немалого количества часов проектировочных работ и испытаний мастерской предприятия, прежле чем добиться соответствия жестким стандартам CO.ME.S.
Download Pdf
![]()