







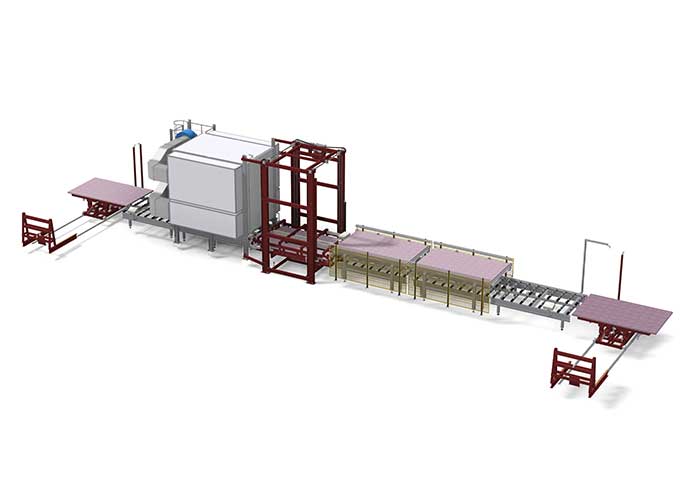
EPOKSI REÇINE KURUTMA & KATALIZ ELEKTROMANYETIK DALGA FIRINLARI
Genel anlamda levha üretimlerinde, epoksi hatlarının ihtiyacı alttaki şekildedir:
-
Uygun hat planı
Levha hareketinin optimizasyonu
Uygun malzeme kullanımı
COMES olarak dediğimizi biliyoruz…Her bir epoksi hattı proses edilen taş tipi, üretim miktarı, epoksi tipi ve fabrika yerleşim planına göre özel olarak oluşturulur.
Kullanmış olduğumuz ARES 3500 ve KRONOS 3500 Xilex fırınları, mermer ve granit üretim tesisleri için tasarladığımız epoksi hatlarında 4 avantajı tek kalemde sunmamızı sağlar:
Malzeme üretim kalitesinin arttırılması,
Parlaklığın daha uzun korunması
Üretim süresi ve maliyetlerinde düşüş,
Ve üretimde artış.
Gelişmiş ışıma sistemleri üreticisi Xilex fırınlarının desteği ile!
ARES 3500 KURUTMA TEKNOLOJİSİ
ARES 3500 teknolojisinin kullanımı suyu %100 kurutarak, proses sonrası epoksinin herhangi bir vakumlama olmadan tüm çatlak ve deliklere nüfuz etmesini sağlar ve taşta en iyi sağlamlaştırmayı mümkün kılar.
KRONOS 3500 KÜRLEME TEKNOLOJİSİ
KRONOS 3500 teknolojisinin kullanımı “moleküler titreşim” sağlayarak epoksinin kürlenmesini hızlandırır. Bu teknoloji, özel olarak tasarlanan bekleme fırınları ile beraber çalışarak mermer ve granitte (açık, orta, koyu tonlar için tipler) daha düşük enerji sarfiyatı ile çatlaklara daha derin nüfuz etmeyi ve daha güçlü sağlamlaştırmayı mümkün kılar. Levhaların klasik epoksi işlemi sonrası hattan indirilerek 24-48-72 saat beklemesine gerek kalmadan, epoksi sonrası direkt levha cilaya girmesi mümkündür.
MALİYET
-
Düşük enerji tüketimi ( Ünite içinde levha yokken enerji tüketmez)
Düşük epoksi tüketimi (moleküler titreşim epoksinin doğru ve derin nüfuz etmesini sağlayarak gereksiz tüketimi engeller)
Daha az üretim alanı (Ara stok ve beklemeler yoktur)
Düşük bakım maliyeti
Düşük işletme maliyeti / m2
OPERASYON
-
Farklı finiş kalitelerinin sağlanabilmesi
Düşük üretim alanı-> daha az yer kaplama
Anında işlem (ön ısıtma olmadan)
Ara stok yok -> Levhayı hattan indirmeden çalışma
(hat sonunda epoksi tamamen kürleştiğinden, levha cilaya direkt bağlanabilir, ara stok veya levhayı hattan indirmeye gerek yoktur)
MW kullanmaz -> operatör için tehlikeli değildir.
Farklı iklim koşullarında dahi aynı kalitede çalışma garantisi
Işıma + kimyasal: cila sonrası en yüksek kalite finişler
Sistem su bazlı epoksinin kullanılmasına izin verir, halihazırda kullanılan epoksilerden daha ekolojiktir.
Üretim kapasitesine göre hız ayarlanabilir.
Zeminde özel bir temel ihtiyacı yoktur.
Download Pdf
![]()


COMESCAN

NEWS & EVENTS
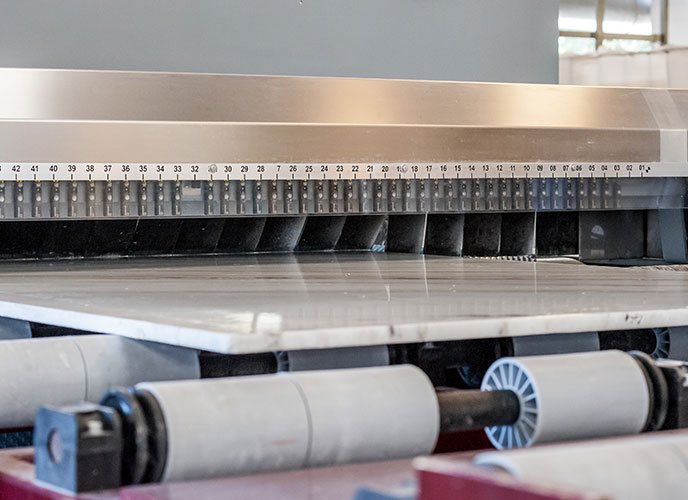
LEVHALARIN HAREKETİ
Sağlamlaştırma tesisatlarının önemli kısımlarından biri de taşıma sistemleridir. Bu sistemler, malzemenin bir bölümden diğerine hızlı ve emniyetli şekilde nakliyesine olanak verir. Özellikle de kırılabilir levhalara yapılan işlemler için tasarlanan bazı CO.ME.S. tesisatlarında levhalar, tepsiye yüklenme anından işlem sonu tepsiden çıkarılma aşamasına kadar tüm işlemler sırasında hassas bir düzenekte muhafaza edilir.
Download Pdf
![]()








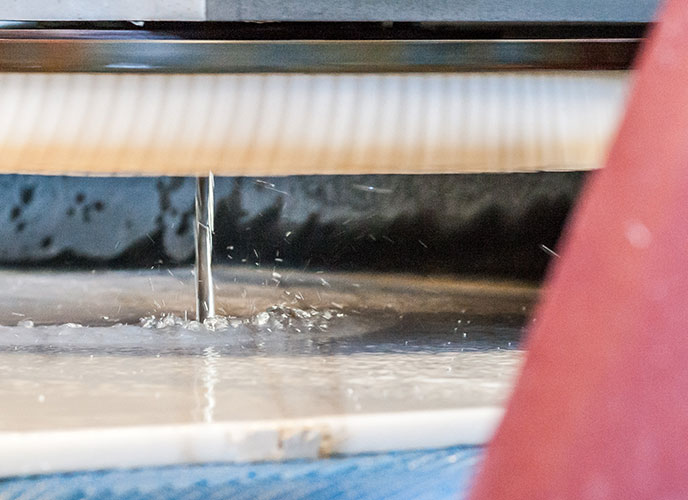
REÇİNELEME SERİSİ
Bu tür kurulumların amacı, sert levhaları ( başta mermer ve granit olmak üzere) sentetik reçine ile ıslatmak suretiyle, mekanik dayanıklılıklarını ve/veya estetik görünümlerini tamamen otomatik olarak düzenlemektir. İşlemlerin sırası kısaca, levhaları yüklemek, levhaları hazırlamak, levhanın bir yüzüne bir kat sıvı reçine sürmek, reçinenin kurumasını bekleme amacıyla levhaları depoda bekletmek ve akabinde levhayı indirmek olarak açıklanabilir.
Download Pdf
![]()
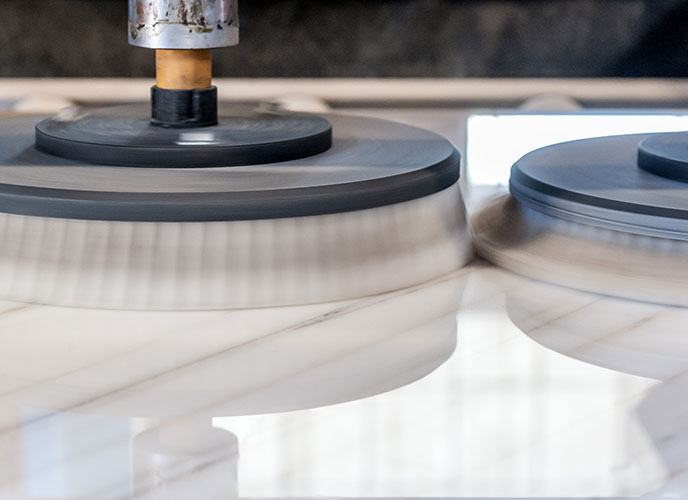
CO.ME.S. PARLATAMA MAKINELERI
CO.ME.S., Hem Mermer ve granit plakalar hem de doğal taş ve kuvars esaslı kompoze taş işleme makinelerinde uzmanlaşmış bir firmadır. Mermer, granit, doğal taş ve kuvars kompoze taş parlatma kafaları; sektörde 40 yılı aşkın tecrübesi, teknik uzmanlığı, donanım ve mekanik çalışmaları olan firmanın başlangıç noktasıdır. Karo işleme sektöründeki devamlı gelişim, daima zamanında ve müşteriye özel servis sunma ihtiyacı firmayı bağımsız, uzmanlaşmış ve sadece seramik sektörüne hizmet verecek duruma yönlendirmiştir. CO.ME.S., mermer, granit, doğal taş ve kuvars kompoze taş sektörü için yüksek teknolojiye sahip kalibrasyon, kareleme, parlatma makineleri üretmektedir.
Parlatma ve kalibrasyon makineleri, kendilerine özel olarak projelendirilmiş kafa ve gövde kullanarak uyum içinde çalışır bu da sisteme ilave bir garanti, ürüne güven ve elde edilen mükemmel sonuçlar neticesinde daha prestijli ürün sağlar.
Download Pdf
![]()







HTS CİLALAMA BAŞLIĞI
Hem çok başlıklı, hem tek başlıklı tüm tip ve model cilalama makinelere yönelik evrensel bağlantıya sahip olan cilalama/parlatma başlıkları.
Bu tür ürünler yalnızca son kullanıcı tarafından değil de, aynı zamanda tüm dünyadaki birçok makine üreticisi tarafından da satın alınmaktadır.
Bu tür başlıkların ana avantajları aşağıda sıralandığı gibidir:
1) İç yapı eski başlık modeline göre çok daha az sayıda parçadan oluşmaktadır. Diferansyel eğime sahip dişli çark aracılığı ile salınımlı kolun (artık kamlı değil) hareket aktarmasını sağlayan sistemi sayesinde (CO.ME.S firmasının uluslararası “Storm” brövesi) kollarının her iki yöndeki düzgün ve sabit bir salınımı tehlikeye atan her tür oynama önlenir (kamlı sistemlerde bu tür oynamalar meydana gelir); bu tür hassasiyet aynı zamanda tükenen maddelerin (elmas ve aşındırıcı zımpara) muntazam tüketimini ve dolayısıyla harcama tasarrufu ve mükemmel bir parlatma sağlar.
2) Kolay ve ekonomik bakım.
Parça sayısının az olması, birleşim basitliği ve bu ürünlerin yarısının hatta yarısından fazlasının piyasada bulunur olmaları ve dolayısıyla tüm dünyadaki satıcı ve uzmanlaşmış mağazalarda satılır olmaları, operatörlere zaman ve para tasarruf yapmaya olanak tanır. (kullanım kılavuzundaki parçaları dağılmış resim yanındaki kod numarasına sahip olmayan parçalar piyasada bulunan parçalardır)
3) Kesimden (granit durumunda) ya da pişirmeden sonra (seramik durumunda) kusurlu yüzeylerde ya da özellikle deforme edilmiş yüzeylerde (formlarda öngörülen kabartmalara sahip seramiklerin durumunda) bile başlığın esnekliği ve uyumluluğu.
Bu tür özellikler başlığı sertleşmeyen ama aynı zamanda kalibre edilecek ve cilalayacak yüzeylerde etkin ve güçlü hale getiren yüksek dayanıklı çelikten üretilmiş 12 döner bileği taşı sayesinde (parçaları dağılmış resme bakınız, parça no. 69) elde edilmektedir.
4) Tüm mekanik kısımlar için tek tür yağlayıcı ile yağlama. Kullanılan yağlayıcı türü 00 tipli yağ ya da ekte verdiğimiz listede belirtildiği gibi ve başlık üzerinde özel bir listeden okunabilen sıvı yağdır.

STORM 5 CİLALAMA BAŞLIĞI
Hem çok başlıklı hem tek başlıklı tüm tip ve model cilalama makinelere yönelik evrensel bağlantıya sahip olan cilalama /parlatma başlıkları.
Bu tür ürünler yalnızca son kullanıcı tarafından değil de, aynı zamanda tüm dünyadaki birçok makine üreticisi tarafından da satın alınmaktadır.
Bu tür başlıkların ana avantajları aşağıda sıralandığı gibidir:
1) İç yapı eski başlık modeline göre çok daha az sayıda parçadan oluşmaktadır. Diferansyel eğime sahip dişli çark aracılığı ile salınımlı kolun (artık kamlı değil) hareket aktarmasını sağlayan sistemi sayesinde (CO.ME.S firmasının uluslararası “Storm” brövesi) kollarının her iki yöndeki düzgün ve sabit bir salınımı tehlikeye atan her tür oynama önlenir (kamlı sistemlerde bu tür oynamalar meydana gelir) ; bu tür hassasiyet aynı zamanda tükenen maddelerin (elmas ve aşındırıcı zımpara) muntazam tüketimini ve dolayısıyla harcamaların tasarrufunu ve mükemmel bir parlatma sağlar.
2) Kolay ve ekonomik bakım.
Parça sayısının az olması, birleşim basitliği ve bu ürünlerin yarısının hatta yarısından fazlasının piyasada bulunur olmaları ve dolayısıyla tüm dünyadaki satıcı ve uzmanlaşmış mağazalarda satılır olmaları, operatörlere zaman ve para tasarruf yapmaya olanak tanır. (kullanım kılavuzundaki parçaları dağılmış resim yanındaki kod numarasına sahip olmayan parçalar piyasada bulunan parçalardır)
3) Kesimden (granit durumunda) ya da pişirmeden sonra (seramik durumunda) kusurlu yüzeylerde ya da özellikle deforme edilmiş yüzeylerde (formlarda öngörülen kabartmalara sahip seramiklerin durumunda) bile başlığın esnekliği ve uyumluluğu.
Bu özellikler başlığı sertleşmeyen ama aynı zamanda kalibre edilecek ve cilalayacak yüzeylerde etkin ve güçlü hale getiren yüksek dayanıklı çelikten üretilmiş 12 döner bileği taşı sayesinde (parçaları dağılmış resme bakınız, parça no. 69) elde edilmektedir.
4) Tüm mekanik kısımlar için tek tür yağlayıcı ile yağlama. Kullanılan yağlayıcı türü 00 tipli yağ ya da ekte verdiğimiz listede belirtildiği gibi ve başlık üzerinde özel bir listeden okunabilen sıvı yağdır.

STORM 3 CİLALAMA BAŞLIĞI
Hem çok başlıklı hem tek başlıklı tüm tip ve model cilalama makinelere yönelik evrensel bağlantıya sahip olan cilalama /parlatma başlıkları.
Bu tür ürünler yalnızca son kullanıcı tarafından değil de, aynı zamanda tüm dünyadaki birçok makine üreticisi tarafından da satın alınmaktadır.
Bu tür başlıkların ana avantajları aşağıda sıralandığı gibidir:
1) İç yapı eski başlık modeline göre çok daha az sayıda parçadan oluşmaktadır. Diferansyel eğime sahip dişli çark aracılığı ile salınımlı kolun (artık kamlı değil) hareket aktarmasını sağlayan sistemi sayesinde (CO.ME.S firmasının “Storm” brövesi) kollarının her iki yöndeki düzgün ve sabit bir salınımı tehlikeye atan her tür oynama önlenir (kamlı sistemlerde bu tür oynamalar meydana gelir) ; bu tür hassasiyet aynı zamanda tükenen maddelerin (elmas ve aşındırıcı zımpara) muntazam tüketimini ve dolayısıyla harcamaların tasarrufunu ve mükemmel bir parlatma sağlar.
2) Kolay ve ekonomik bakım.
Parça sayısının az olması, birleşim basitliği ve bu ürünlerin yarısının hatta yarısından fazlasının piyasada bulunur olmaları ve dolayısıyla tüm dünyadaki satıcı ve uzmanlaşmış mağazalarda satılır olmaları, operatörlere zaman ve para tasarruf yapmaya olanak tanır (kullanım kılavuzundaki parçaları dağılmış resim yanındaki kod numarasına sahip olmayan parçalar piyasada bulunan parçalardır).
3) Kesimden sonra (granit durumunda) ya da pişirmeden sonra (seramik durumunda) kusurlu yüzeylerde ya da özellikle deforme edilmiş yüzeylerde (formlarda öngörülen kabartmalara sahip seramiklerin durumunda) bile başlığın esnekliği ve uyumluluğu.
Bu özellikler başlığı sertleşmeyen ama aynı zamanda kalibre edilecek ve cilalayacak yüzeylerde etkin ve güçlü hale getiren yüksek dayanıklı çelikten üretilmiş 12 döner bileği taşı sayesinde (parçaları dağılmış resme bakınız, parça no. 69) elde edilmektedir.
4) Tüm mekanik kısımlar için tek tür yağlayıcı ile yağlanması. Kullanılan yağlayıcı türü 00 tipli yağ ya da ekte verdiğimiz listede belirtildiği gibi ve başlık üzerinde özel bir listeden okunabilen sıvı yağdır.

DAMP KALİBRASYON BAŞLIĞI
DAMP, farklı boyutlara sahip karoları parlatma/perdahlama amacı ile kullanılan ve 5 ya da 6 aşındırıcıdan oluşan özel bir uydu başlığıdır. Bu başlık 5 ya da 6 döner bileği taşı tutan döner dökme demirden yapılmış küresel bir kılıftan oluşur. Sözkonusu 5 ya da 6 döner bileği taşı aşındırmayı önleyen malzemeden yapılmış özel destekler üzerine yerleştirilir. İç yapı, yastıklar ve tüm diğer parçalar tamamen yağ banyosunda olup, aşınmaya ve yüksek ısılara dayanıklı malzemeden yapılan contalar kullanılmıştır. Çalıştırma gücü hareket aktarma flanşı tarafından tutulur. Sabit flanş makine gövdesinde sert olarak bloke edilmeden yalnızca tepki çiftini tutmalıdır. Bu başlıkların temel özelliği yüzeylerin çok kavisli olmaları durumda bile, seramiğin muntazam bir şekilde cilalamaya olanak tanıyan özel iç amortizör sistemine sahip olmalarıdır. Ayrıca, hareket sırasında aşındırıcı döner bileği taşının daha üstün giderme ve bitirme işlemini sağlamak için, kollar başlığın dönüş eksenine göre eğilimli olabilir. Bu başlığın karşı basınç ile donatılmış cilalama makineler üzerine monte edilmesi tavsiye edilir.
DAMP başlığın teknik özellikleri
Uydu sayısı No. 5/6
Azami güç Kw 15
Başlık minimum dönüş hızı devir/dak. 400
Başlık maksimum dönüş hızı devir/dak. 600
Aşındırıcı bileği taşı maksimum çapı mm 150
Yağlayıcı miktarı lt 9.3/9.2
Yağlayıcı ile ağırlık Kg 100/102
Maksimum cilalama çapı mm 460
